无应力环氧树脂和热塑胶的返修程序
AI Technology的柔性模具连接、元件连接和基材连接胶与传统的环氧树脂连接装置相比,具有显著的优势。它们可以通过扭曲或扭矩的应力集中的应用,很容易进行返工。
- Continuous Operation Temperature depicts the thermal stability and stable bonding albeit lower bond strength of around 500 psi die-shear at 150C. Thus, it can be continuously used as conductive adhesive with the requirement not exceeding those criteria.
- “Reworkability” refers to lower bond strength at higher temperature and thus with suitable stress concentration, the bonding can be plied off. For example, the bond strength at ambient and lower temperature is over 2000-3000 psi while at 80-150C, the bond strength is lowered to 1000-300 psi. While the bonding strength is adequate for bonding, the lower bond strength can be utilized to “REWORK” expensive devices with stress concentration such as plying from the corner, etc.
- Debond and separate the device and substrate with suitable stress concentration without damaging either one.
- While the same attempt at 2000-3000 psi will likely damage either the device or substrate or both.
环氧树脂和热塑胶接缝的返修主要是机械性的。
环氧树脂和热塑性塑料胶粘剂的粘接强度和韧性都很高,不易断裂。由于聚合物网络中内置的柔性,AI Technology胶粘剂往往更容易在高温下返工。在某些情况下,可以用适当的溶剂将环氧树脂网络膨胀,使其更容易去除。大多数热塑性塑料胶粘剂可以用适当的溶剂溶解或软化,以便于去除和清洗。
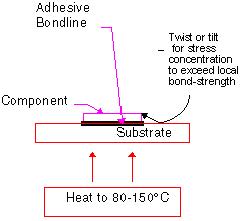
当应力集中到超过其抗拉或剪切强度时,粘结和粘接材料更容易断裂(图1)。因此,在转角处或某些局部点发起的扭矩和剥离应力将需要的力要小得多,因此更容易执行。
图1.热量和应力集中的再加工程序
方法一:
- 将粘接区域加热到80℃-150℃。如果其他部件对热敏感,请就地加热。
- 返修时应使用能够抓住模具/部件并能施加10英尺/磅扭矩的工具。工具应该能够倾斜或扭曲零件/模具,提供500psi的应力集中,以提供必要的应力,使其脱模。如果模具或部件较大,避免直接向上施加应力(记住,1平方英寸的粘结面积需要100-500磅的应力!)。
- 用工具去除零件/模具和应力集中。
- 用合适的工具将RS 816溶液涂抹在残留的粘合剂上。确保溶液只涂抹在残留物上。让溶液浸泡20分钟或更长时间。如果需要,可以多次涂抹RS 816。可在室温下进行浸泡。用坚硬的尼龙刷或类似的非研磨工具清除残留的胶水。
- 按正常的粘接程序涂抹新的粘合剂,并按正常的粘接程序粘接部件/模具。
方法二:
- 将RS 816涂抹在粘合线上。让它浸泡30分钟或更长时间。适当的时候再补充。粘合剂应膨胀,便于返工。
- 重复方法1,步骤1-5,其中步骤2是可选的。
欲了解更多信息和推荐帮助,请联系AI Technology销售和工程部。
![]()
AIT technical sales and service department can also be reached at: 1-609-799-9388 and Fax: 609-799-9308